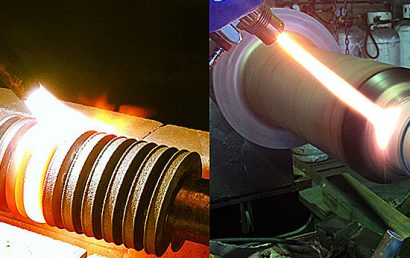
HVOF Vs. Welding: Learn the Differences
Two of the best types of insulating coatings to confirm the authenticity of parts are welding or HVOF (high-velocity oxygen fuel). Consider when to apply welding vs. HVOF to strengthen your parts.
Welding for Parts Under Extreme Heat Stress
One of the best examples of delivering welding to an essential part is the turbine engine installed inside airplanes. The aerospace/aviation industry applies weld for treating turbine engines to allow turbines to resist the intense degree of force or heat required to fuel propelling a massive aircraft off ground surfaces or within the air.
During the process, applied pressure in the engine grows swiftly. Applied for some extended periods under severe conditions, the combination of heat, force, or pressure may diminish the intactness of the component.
Still, welding heightens the component’s durability or preserves longevity by coating each component in warm temperatures — reaching 27,000 degrees Fahrenheit.
The component gets purified with fire to extend longevity and resistance. Once inserted back inside the machines, the coated sections are very durable towards temperatures which could alternatively pare down each component lacking coating.
– Similarly, with alternative-intensive industries (including oil, energy, manufacturing, or gas), the welding that gets applied to important components generates a heat shield or heightens corrosion resistance. This enables machinery to persist in reaching optimum productivity.
HVOF for Parts Susceptible to Wearing Down
HVOF works well for raising the material durability of components needed to support machinery or remain vulnerable to erosion, abrasion, or dents. To consider all shafts employed for aircraft landing equipment.
The landing gear must work well when confronted with high pressure and force that help land a big plane. To stop breaking or wear, landing gear must get shielded using HVOF coating.
The delivery of these thermal spray coatings is uniformly spread over the substrate to derive some very tough surfaces that may resist strong conditions.
HVOF generates a very adhesive molecular bond, heightening the component’s wear resistance. This works well for the parking gear shafts to resist strong wear for an extended time.
– Also, for gas and oil, HVOF gets applied for treating crucial components carrying out essential tasks, including ball valves. The components get applied to assist with valves’ functions, which regulate these goods’ operations.
With coating, ball valves gain the greater capacity to resist severe conditions for continually driving the essential functions of operations piloting.
HVOF Process
With the HVOF procedures, you may gradually apply carbide coatings with processed carbides (i.e., regular carbide size < 3 µm) or heavy carbide mass fractions slightly higher than 80%. These provide stronger wear resistance to tiny abrasive particles. Coating mass is restricted to around 0.5 mm, while the coatings do not cohere with uses where the coatings might prove very vulnerable to heavy thermal or mechanical stresses. HVOF coatings are hence usually utilized under illumination to control wear applications or using a corrosive fluid.
All alternative procedures may limit the carbide size or proportion due to the heavy processing temperature or intervals. Smaller carbide particles might decay within these intense processing temperatures, resulting in the growth of unwanted fragile and restricted phases within the binder alloy or a lowering in the carbide percentages. Thus, a PTA or laser carbide coating might contain a regular carbide size of around 200 µm (or 0.2 mm) or a carbide mass percentage falling beneath 60%.
The pump user may gain from building a connection to a professional and established coating solutions provider.